Soldering knowledge
Everything worth knowing about soldering (soft soldering)
In the following you will find everything you need to know about soldering - and a little bit more!
Historical
What it takes to solder - 5 factors that matter
How to solder correctly?
How do you achieve the best soldering quality?
-
The preparation
-
Choosing the correct soldering tip
-
The soldering process - manual soldering step by step
-
The soldering time
-
Soldering quality
-
The care of the soldering tip
Historical
No sooner had man learnt to use metals for his own purposes than the desire to be able to join them together rumbled within him. Much of the jewellery, tools and weapons we know from the Bronze Age owe their usefulness and beauty to soldering.
Who was the first to find out how to join metals can no longer be traced exactly. What is certain is that the goldsmiths of ancient Egypt already knew how to join gold and silver more than 5000 years ago. Their colleagues from Troy were also true soldering masters.
The "turning point" in soldering came with the discovery of tin as a soldering metal. After all, that was about 4000 years ago.
From then on, the soft soldering technique only went uphill. First it spread around the Mediterranean: the Cretans showed it to the Etruscans, from whom the Romans learned it, Tunisians, Spaniards, and many others followed - finally also the "backwoodsmen" of those days: the Swiss, Bohemians, Hungarians, Germanic peoples and Scandinavians. From culture to culture, generation to generation, the art of soldering was perfected and refined.
The ancient Romans were already soldering together 400 km long water pipes from lead pipes, conjuring stoves and bathtubs from bronze sheets - not to mention the art of weapons and goldsmiths.
However, not only the purely manual work involved in soldering, but also the understanding of the scientific interrelationships involved in soldering has become more and more refined, especially in the last century.
In electrical engineering, for example, soldering has developed into an independent field of production technology that encompasses the areas of mechanics, chemistry, physics and metallurgy. Ernst Sachs, the founder of Ersa, named after the first letters of his first and last name, also contributed to this.
In 1921, he developed the first mass-produced and electrically operated soldering iron for industry. Since then, Ersa has dedicated itself with passion and innovation to the continuous development and perfection of soldering technology.
Today, the name Ersa, in conjunction with the world's largest product range in soft soldering technology and 100 years of industrial experience, stands for innovation, know-how and the highest quality.
The art of soldering
In soldering, two metallic workpieces are joined with the help of molten metallic binding agents (solder), whereby the melting point of the solder is always lower than that of the metal to be joined. If it is below 450 °C, it is called soft soldering, if it is above, it is called hard soldering. In welding, on the other hand, the metals to be joined are "united" materially by heating up to their own melting point. In soft soldering, the joints between the metals to be joined are usually filled with a tin alloy. However, so that it does not simply stick to the surface of the foreign metal after cooling, it has to dissolve it a little and absorb it into itself, i.e. form mixed crystals in the so-called diffusion zone. This art falls to tin. The remaining alloy components are responsible for the liquefaction of the solder and the mechanical stability of the joint.
A soldered connection consists of five layers:
-
Base metal
-
Solid solution layer
-
Solidified solder
-
Solid solution layer
-
Base metal
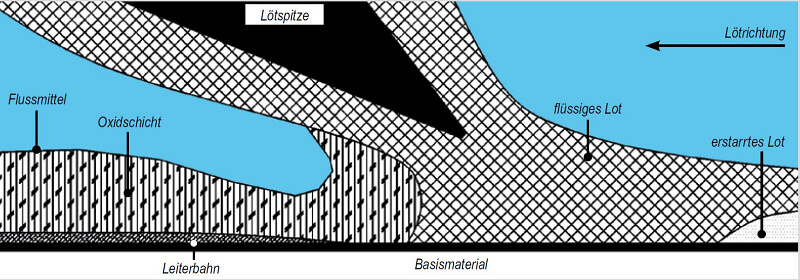
Flux reaction during soldering on a printed circuit board while a solder wire with flux core was used
What it takes to solder - 5 factors that matter
-
Soldering iron / soldering station
-
Soldering tips
-
Solder
-
Flux
-
Safe and clean working environment
Soldering iron / soldering station
Heat is required to melt the solder. Supplying it is the task of the soldering iron (e.g. Ersa Soldering iron or gas soldering iron).Depending on the solder joint and the solder used, temperatures of 200 - 450 °C are required. For fine electronics, the usual temperature is between 250 and 375 °C.
In order to have the right temperature for every soldering purpose, the heat output of the soldering iron as well as the efficient transfer of heat to the soldering joint is decisive. Either choose one that is within the desired temperature range or opt for an adjustable soldering station.(Ersa soldering stations). These devices allow consistent soldering quality in different applications by precisely controlling the soldering tip temperature to a desired value.In such a device, the detection of the peak temperature should be precise and the heating should be fast and powerful in order to avoid the risk of overheated or cold solder joints when soldering.
![0ANA60 Loetstation web 2309 [JPEG Web (RGB)]](/upload/rm/0ana60-loetstation-web-2309-jpeg-web-rgb-9.jpg?_=1604992801000)
![0RDS80 Loetstation 3 web 2161 [JPEG Web (RGB)]](/upload/rm/0rds80-loetstation-3-web-2161-jpeg-web-rgb-17.jpg?_=1604992801000)




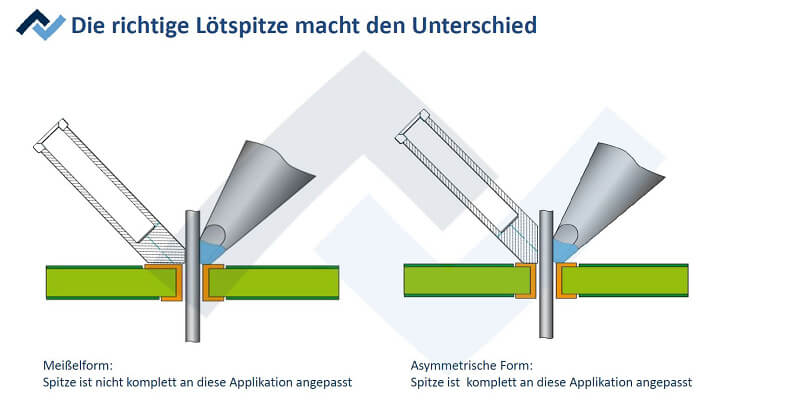
Soldering tips
The soldering tip (e.g. Ersa soldering tips) is the heart of the soldering iron and is responsible for the heat flow from the heating element via the solder to the soldering point. Depending on the piston and the soldering task, a wide variety of tip types are available. Prerequisites for good soldering are the right tip shape, perfect heat conduction, flawless condition and reliable resistance. However, the soldering tip must also provide the necessary dexterity.

Ersa has a very large variety of Soldering tips !


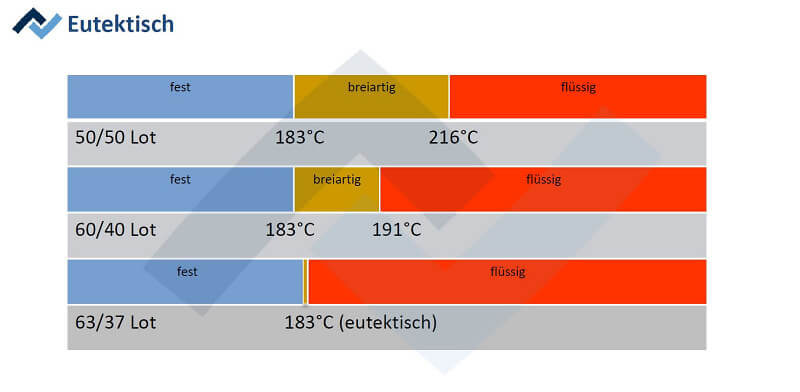
The Lot
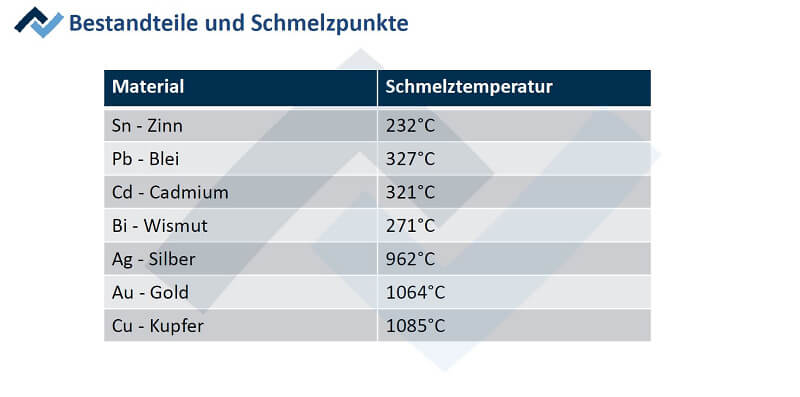
Metallic binders, usually prepared in the form of a wire or rod, come in different compositions.
Soft solders usually consisted of a mixture of tin (Sn) and lead (Pb).
Since the introduction of the RoHS directives on 01.07.2006, solders containing lead have been banned in many areas.
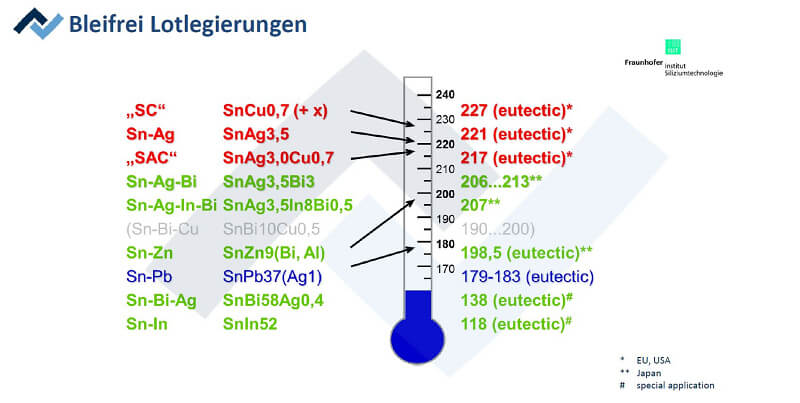
Lead-free solders are usually tin alloys with additions of silver (Ag) and/or copper (Cu).
The composition of the alloy determines the melting temperature and physical properties of the compound. Factors for the selection of an alloy include: Manufacturing process, specification of the electronics, area of application of the electronics, cost of the alloy.

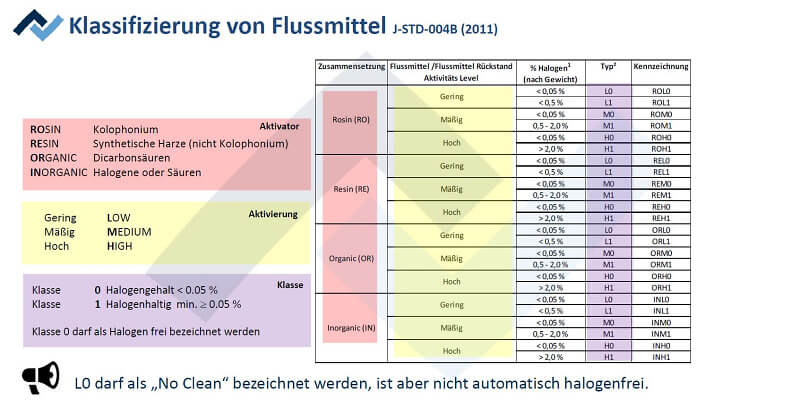
The flux
Fluxes are used so that solder and metal can bond with each other as intensively as possible. The fluxes ensure a metallically clean surface of the parts to be soldered, they remove oxides as well as solder-inhibiting impurities and prevent the formation of new oxide during soldering.
A distinction is made between acidic (for plumbing work) and acid-free products (for electrics and electronics).
In electronics production, tubular solders (solder wires) are usually used or several flux cores, in the installation sector as well as in radiator and car body construction usually bar solders.

Safe and clean working environment
Safe is safe, even when soldering.
The electrical safety of soldering equipment can be recognised by the quality label. The use of this mark obliges to monitor all marked products for compliance with the test regulations and to carry out control tests properly.
Health protection during soldering
The breathing zone is very close to the soldering process and the solder is supplied by hand. This poses the risk of contamination of breathing air and hands or things that are touched.
Flux fumes can be harmful to health and should be kept out of the breathing zone. Solder fume filtering devices that extract solder fumes at the workplace and clean the air of particles and gases are suitable for this purpose. Modern solder fume extractors can be controlled so that they only run when soldering is actually taking place, thus conserving energy consumption.
People should not eat, drink or smoke in rooms where soldering is taking place. Contaminants adhering to the hands could enter the human organism via food or cigarettes.
Clean your hands carefully after soldering!
Ersa solder fume extraction EASY ARM 1 & 2 - the safe option to protect your health!
![0CA10 002 DSC01205 web 2301 [JPEG Web (RGB)]](/upload/rm/0ca10-002-dsc01205-web-2301-jpeg-web-rgb-7.jpg?_=1607962216000)


How to solder correctly?
How to achieve the best soldering quality?
The preparation
The most important prerequisite for a good solder joint is absolute cleanliness.
Conductors (circuit board / PCB) and components must be free of dirt, oil and oxidation. Removal may be done by solvent, Cleaning agents or Flux .
The soldering tip (ERSADUR soldering tips) should be cleaned with a damp sponge or metallic dry sponge while hot before soldering. Do not file like copper tips, otherwise the protective layer will be damaged and the tip will become unusable.
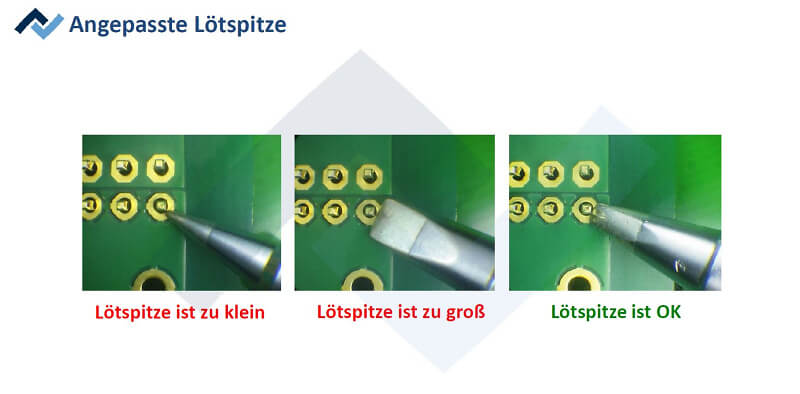
Choosing the correct soldering tip
The right choice of soldering tip is crucial for good soldering results.
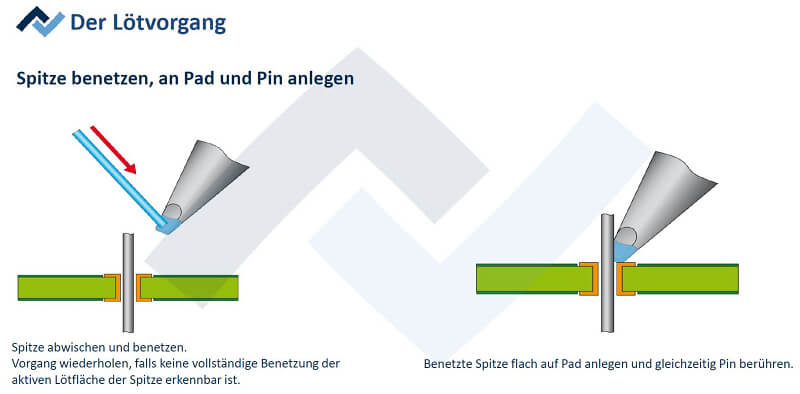
The soldering process
The soldering process has three phases: Wetting, flowing, bonding.
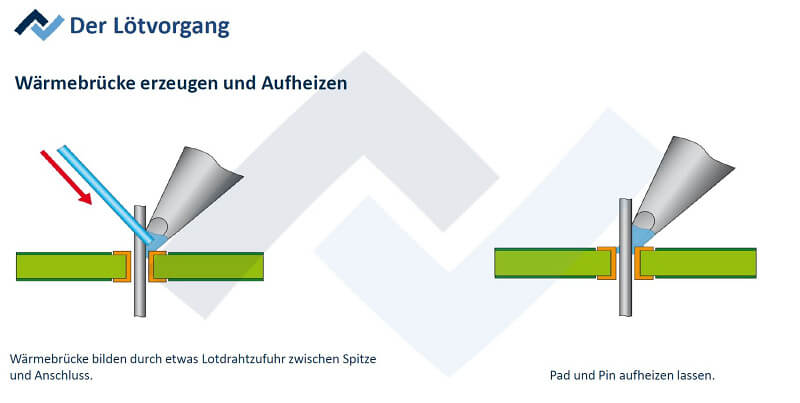
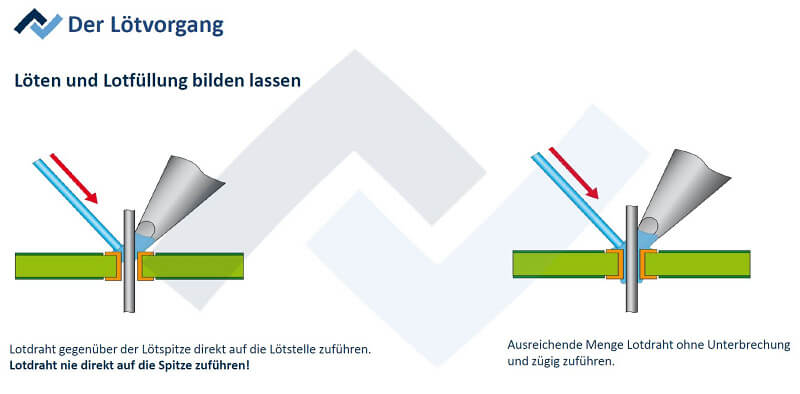
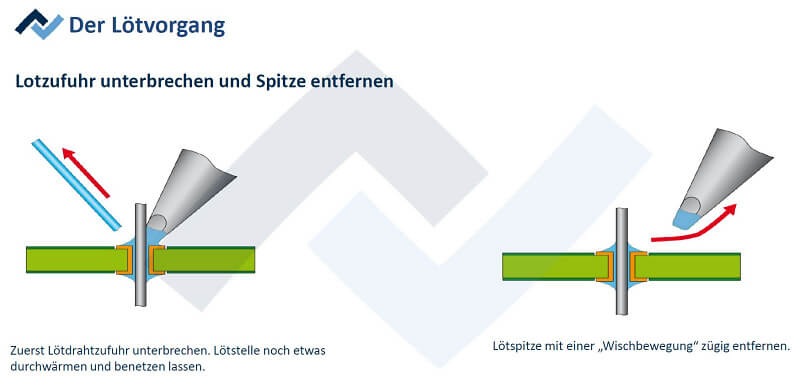
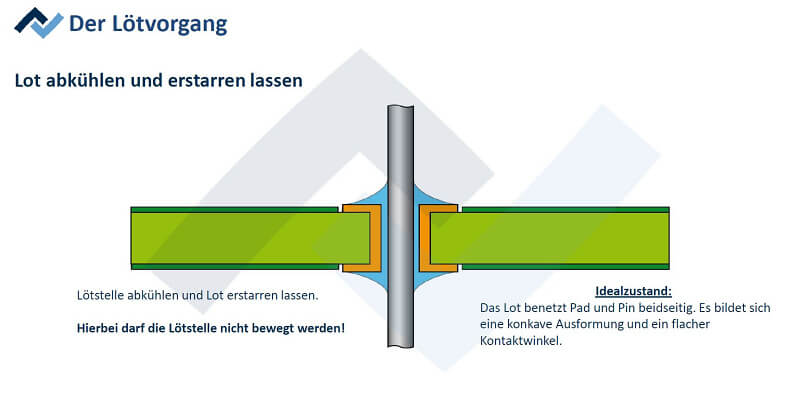
Here, the working temperature is the most important criterion. The best is the lowest temperature at which the three phases can run smoothly. This requires some experience. A temperature-controlled dissolving system (e.g. Ersa soldering stations) makes the work easier. After cleaning, bring the soldering tip to the soldering point and heat the soldering point. Then place solder wire (with flux core) between the soldering tip and the soldering point and melt the solder wire until the entire soldering point is wetted. Then first remove the solder wire and immediately afterwards the soldering tip from the soldering joint to avoid overheating the molten solder. Allow the solder to solidify, avoiding shocks.
In the following we will show you step by step how a correctly performed manual soldering process looks like:
Soldering time
With a correctly sized soldering tip, the soldering process should be completed within 2 to a maximum of 5 seconds. When soldering electronic parts with lead-free solders, experience shows that a somewhat longer soldering time is required. More than 5 seconds is not permissible and indicates a soldering iron that is too cold or too weak.
Soldering quality
A good solder joint can be recognised by the fact that the contours of the soldered conductor are still visible when the connecting wires on the PCB are bent over. The prerequisite, however, is that not too much solder has been added.
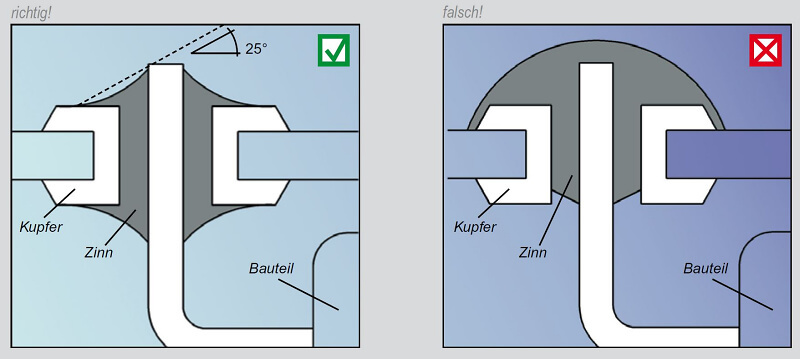
Another quality feature is the wetting angle. This is based on the fact that good wetting of the solder pads, visible through a small wetting angle, includes the formation of diffusion zones (mixed crystal layer). Wetting angles up to 25° indicate a successful solder joint, wetting angles up to 50° are usually still tolerable for manual soldering.
Another quality feature is the appearance of the solder surface. It should be as smooth as possible, without porous areas and shiny. Grainy surfaces indicate overheating or too long a soldering time. Lead-free solder, especially solder containing Ag, may have a dull surface.
However, the only absolutely certain quality feature of a perfect solder joint is the formation of the diffusion zones. In the diffusion zones, intermetallic compounds of copper and tin (mixed crystal layers) form, the presence of which is the only way to identify a solder joint as successful. Unfortunately, they can only be made visible by destructive testing (micrograph).
It should be noted that thick diffusion zones embrittle the solder joint, i.e. weaken it mechanically. The higher the solder joint temperature and the longer the soldering time, the thicker the diffusion zone becomes. This means that solder joints should be made at the lowest possible temperature in the shortest possible time. As soon as the last solder joint has been soldered, the soldering iron is safely put down in the soldering iron rest. Under no circumstances should the tip be cleaned beforehand, as the residual solder prevents the formation of oxide on the solder path underneath.
Sectional views: Illustration of a correctly (left) and incorrectly (right) soldered joint:
The soldering tip care
The classic soldering tip is made of copper. It has very good thermal conductivity and is inexpensive. However, it oxidises strongly when exposed to heat and releases copper molecules to the solder until it is finally completely "eaten away". A lot of care is needed to keep it in good working order.
In electronics - the largest area of application for soft soldering - only coated soldering tips are used today. The soldering tips from Ersa (ERSADUR soldering tips) are made for continuous operation and high quality. In a special process developed by Ersa, the soldering tips are galvanically plated with an iron layer and protected from corrosion and oxidation by an additional chrome layer.
Perfect heat transfer protects the heating element of the soldering iron from overload and premature wear.
With the right tip care, you can achieve significantly longer service lives:
Never clean a soldering iron with a permanent soldering tip before putting it down, as the residual solder prevents the formation of oxide on the soldering path!


Permanent soldering tips should always remain wetted with solder, otherwise they easily become passive and no longer accept the solder well.
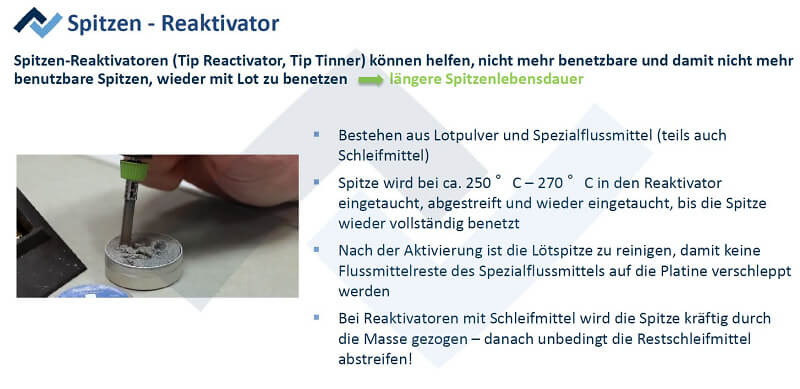
Should the soldering tip still become passive, they can be replaced with the lead- and halogen-free Ersa TIP-REACTIVATOR .
For this purpose, the heated soldering tip is wiped on the surface of the regeneration compound. Furthermore, the soldering tip should be cleaned regularly before soldering in a hot state with a moistened viscose sponge or with the Ersa "dry sponge" made of special metal wool. In lead-free soldering, cleaning with dry sponges has proven to be advantageous because, among other things, there is no quenching of the soldering tip by the damp sponge, which can be detrimental to the tip life at the higher tip temperatures used here.
Video Series "Ersa Explaines"
In the video series "Ersa explains" you will find further helpful and interesting information about soldering.
You can download these videos from us under the heading Downloads ansehen.