Lötwissen
Alles wissenswertes übers Löten (Weichlöten)
Im folgenden finden Sie alles was sie übers Löten wissen müssen - und noch ein bisschen mehr!
Geschichtliches
Was es zum Löten braucht - 5 Faktoren auf die es ankommt
Wie lötet man richtig?
Wie erreicht man beste Lötqualität?
-
Die Vorbereitung
-
Die Wahl der korrekten Lötspitze
-
Der Lötvorgang - manuelles Löten Schritt für Schritt
-
Die Lötdauer
-
Die Lötqualität
-
Die Lötspitzenpflege
Geschichtliches
Kaum hatte der Mensch gelernt, Metalle für seine Zwecke zu gebrauchen, rumorte der Wunsch in ihm, sie auch verbinden zu können. Vieles von dem, was wir an Schmuck, Geräten und Waffen aus der Bronzezeit kennen, verdankt seine Brauchbarkeit und Schönheit dem Löten.
Wer als erster darauf kam, wie man Metalle verbindet lässt sich heute nicht mehr so genau nachvollziehen. Fest steht, dass die Goldschmiede Altägyptens vor mehr als 5000 Jahren bereits Gold und Silber zu verbinden wussten. Auch ihre Kollegen aus Troja waren wahre Lötmeister.
Die „Zeitwende” des Lötens kam mit der Entdeckung des Zinns als Lötmetall. Das ist immerhin auch schon ca. 4000 Jahre her.
Von da an ging es mit der Weichlöttechnik nur noch bergauf. Zuerst verbreitete sie sich rund ums Mittelmeer: Die Kreter zeigten es den Etruskern, von denen lernten es die Römer, Tunesier, Spanier, und viele andere folgten – schließlich auch die „Hinterwäldler” von damals: Schweizer, Böhmen, Ungarn, Germanen und Skandinavier. Von Kultur zu Kultur, Generation zu Generation wurde die Lötkunst perfektioniert und verfeinert.
Die alten Römer löteten bereits 400 km lange Wasserleitungen aus Bleirohren zusammen, zauberten aus Bronzeblechen Öfen und Badewannen – von der Kunst der Waffen- und Goldschmiede ganz zu schweigen.
Aber nicht nur die rein handwerkliche Arbeit beim Löten, sondern auch das Verständnis um die naturwissenschaftlichen Zusammenhänge beim Löten hat sich gerade im letzten Jahrhundert mehr und mehr verfeinert.
So hat sich das Weichlöten in der Elektrotechnik zu einem eigenständigen Gebiet der Produktionstechnik entwickelt, welches die Bereiche Mechanik, Chemie, Physik und Metallurgie umfasst. Dazu trug auch Ernst Sachs bei, der Begründer der nach den Anfangsbuchstaben seines Vor- und Zunamens benannten Ersa.
Im Jahre 1921 entwickelte er den ersten serienmässig hergestellten und elektrisch betriebenen Lötkolben für die Industrie. Seither hat sich Ersa mit Leidenschaft und Innovationskraft der ständigen Weiterentwicklung und Perfektion der Löttechnologie verschrieben.
Heute steht der Name Ersa in Verbindung mit der weltweit grössten Produktpalette in der Weichlöttechnik und 100 Jahren Industrieerfahrung für Innovation, Know-how und höchste Qualität.
Die Kunst des Lötens
Beim Löten werden zwei metallische Werkstücke mit Hilfe von geschmolzenen metallischen Bindemitteln (Lot) verbunden, wobei der Schmelzpunkt des Lots immer niedriger ist als der des zu verbindenden Metalls. Liegt er unter 450 °C, spricht man von Weichlöten, liegt er darüber, von Hartlöten. Beim Schweissen hingegen werden die zu verbindenden Metalle durch Erhitzen bis zu ihrem eigenen Schmelzpunkt stofflich miteinander „vereinigt”. Die Fugen werden beim Weichlöten zwischen den zu verbindenden Metallen meist mit einer Zinnlegierung gefüllt. Damit sie nach dem Erkalten jedoch nicht nur einfach an der Oberfläche des Fremdmetalls klebt, muss sie es ein wenig auflösen und in sich aufnehmen, also Mischkristalle in der sogenannten Diffusionszone bilden. Diese Kunst fällt dem Zinn zu. Die restlichen Legierungsbestandteile sind für das Verflüssigen des Lots und die mechanische Stabilität der Verbindung verantwortlich.
Eine gelötete Verbindung besteht aus fünf Schichten:
-
Grundmetall
-
Mischkristallschicht
-
Erstarrtes Lot
-
Mischkristallschicht
-
Grundmetall
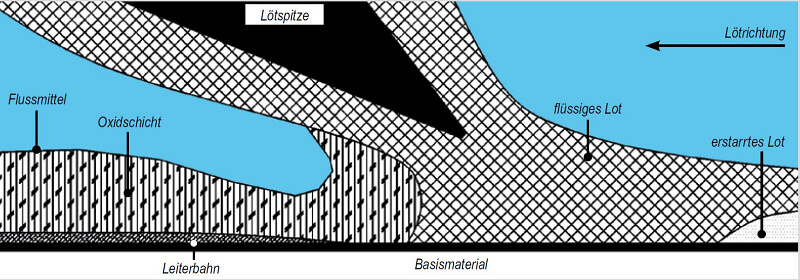
Flussmittelreaktion während des Lötens an einer Leiterplatte, während ein Lötdraht mit Flussmittelseele eingesetzt wurde
Was es zum Löten braucht - 5 Faktoren auf die es ankommt
-
Lötkolben / Lötstation
-
Lötspitzen
-
Lot
-
Flussmittel
-
Sicheres und sauberes Arbeitsumfeld
Lötkolben / Lötstation
Um das Lot zum Schmelzen zu bringen, ist Wärme erforderlich. Sie zu liefern, ist Aufgabe des Lötkolbens (z.B. Ersa Lötkolben oder Gaslötkolben).
Je nach Lötstelle und verwendetem Lot werden Temperaturen von 200 – 450 °C benötigt. Für den Feinelektronik-Bereich liegt die übliche Temperatur zwischen 250 und 375 °C.
Um für jeden Lötzweck die richtige Temperatur zu haben, ist die Wärmeleistung des Lötkolbens sowie die effiziente Übertragung der Wärme auf die Lötstelle massgeblich. Entweder man wählt einen, der im gewünschten Temperaturbereich liegt, oder man entscheidet sich für eine regelbare Lötstation (Ersa Lötstationen). Diese Geräte erlauben durch die präzise Regelung der Lötspitzentemperatur auf einen gewünschten Wert gleichbleibende Lötqualität in unterschiedlichen Anwendungen.
Bei einem solchen Gerät sollte die Erfassung der Spitzentemperatur präzise sowie die Heizung schnell und leistungsstark sein, um beim Löten die Gefahr überhitzter oder kalter Lötstellen zu vermeiden.
![0ANA60 Loetstation web 2309 [JPEG Web (RGB)]](/upload/rm/0ana60-loetstation-web-2309-jpeg-web-rgb-9.jpg?_=1604992801000)
![0RDS80 Loetstation 3 web 2161 [JPEG Web (RGB)]](/upload/rm/0rds80-loetstation-3-web-2161-jpeg-web-rgb-17.jpg?_=1604992801000)




Lötspitzen
Die Lötspitze (z.B. Ersa Lötspitzen) ist das Herzstück des Lötkolbens und verantwortlich für den Wärmefluss vom Heizelement über das Lot zur Lötstelle. Je nach Kolben und Lötaufgabe, stehen unterschiedlichste Spitzenarten zur Verfügung. Voraussetzungen für eine gute Lötung sind die richtige Spitzenform, perfekte Wärmeleitung, makellose Beschaffenheit und zuverlässige Beständigkeit. Die Lötspitze muss aber auch für das notwendige Fingerspitzengefühl sorgen.

Ersa verfügt über eine sehr grosse Lötspitzen Vielfahlt!


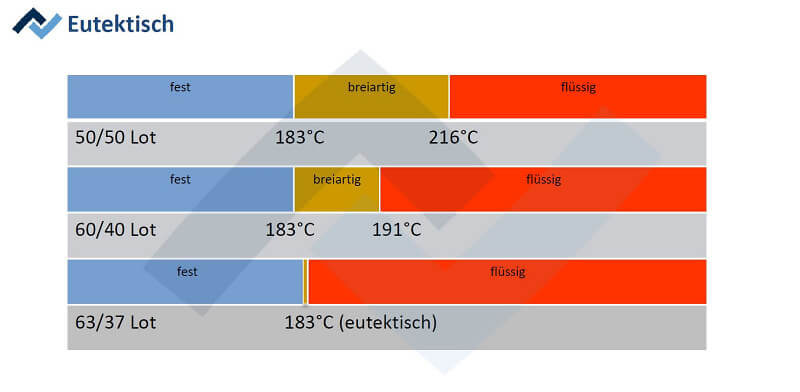
Das Lot
Metallische Bindemittel, meist in Form eines Drahtes oder einer Stange aufbereitet, gibt es in unterschiedlichen Zusammensetzungen.
Weichlote bestanden meist aus einer Mischung von Zinn (Sn) und Blei (Pb).
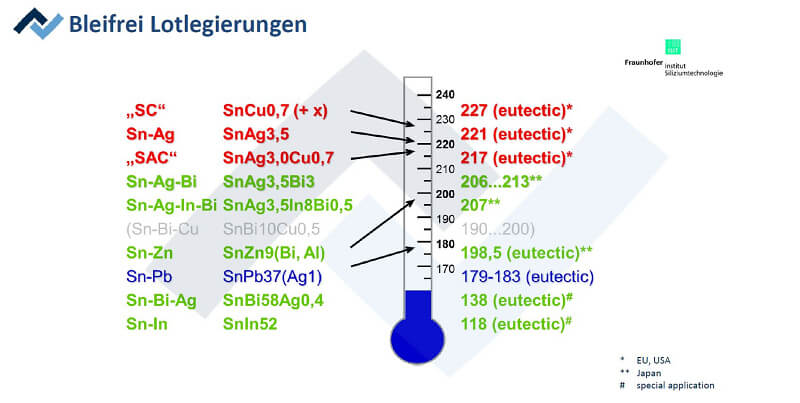
Seit Einführung der RoHS-Richtlinien am 01.07.2006 sind bleihaltige Lote in vielen Bereichen verboten.
Bleifreie Lote sind in der Regel Zinnlegierungen mit Zusätzen von Silber (Ag) und/oder Kupfer (Cu).
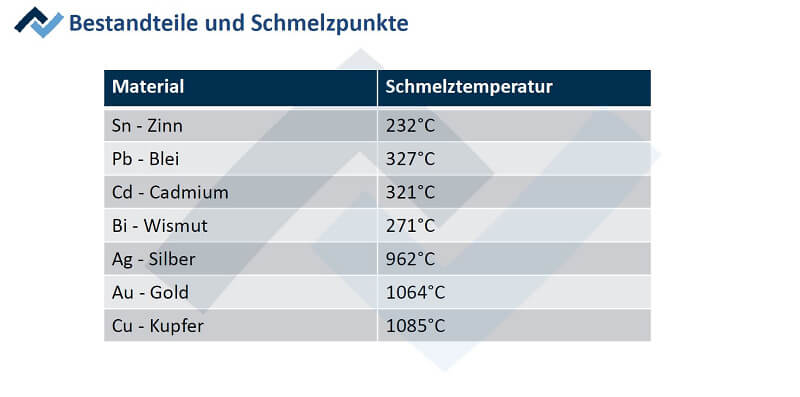
Die Zusammensetzung der Legierung entscheidet über Schmelztemperatur und physikalische Eigenschaften der Verbindung. Faktoren für die Auswahl einer Legierung sind u. a.: Fertigungsverfahren, Spezifikation der Elektroniken, Einsatzbereich der Elektroniken, Kosten der Legierung.

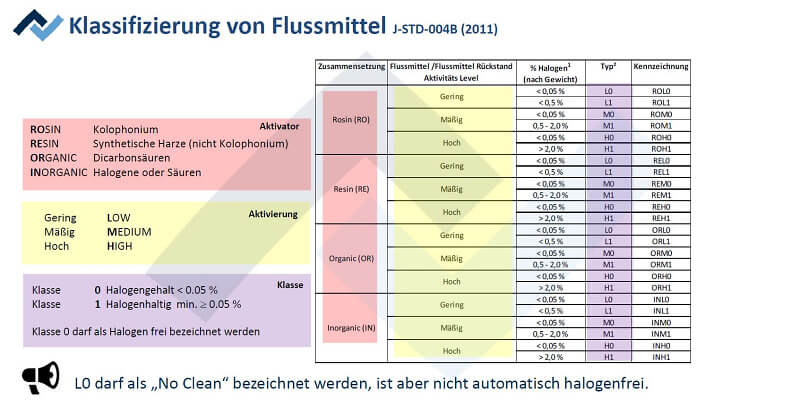
Das Flussmittel
Damit sich Lot und Metall möglichst intensiv miteinander verbinden können, werden Flussmittel eingesetzt. Die Flussmittel sorgen für eine metallisch reine Oberfläche der zu lötenden Teile, sie befreien von Oxiden sowie löthemmenden Verunreinigungen und verhindern die Bildung von neuem Oxid beim Löten.
Man unterscheidet zwischen säurehaltigen (für Installateurarbeiten) und säurefreien Produkten (für Elektrik und Elektronik).
In der Elektronikfertigung verwendet man meist Röhrenlote (Lötdrähte) mit einer oder mehreren Flussmittelseelen, im Installationsbereich sowie Kühler- und Karosseriebau in der Regel Stangenlote.

Sicheres und sauberes Abeitsumfeld
Sicher ist sicher, auch beim Löten.
Die elektrische Sicherheit von Lötgeräten erkennt man am Gütesigel. Die Verwendung dieses Zeichens verpflichtet dazu, alle gekennzeichneten Produkte auf Übereinstimmung mit den Prüfbestimmungen zu überwachen und Kontrollprüfungen ordnungsgemäss durchzuführen.
Gesundheitsschutz beim Löten
Die Atemzone liegt sehr dicht am Lötgeschehen, und das Lot wird mit der Hand zugeführt. Dies birgt die Gefahr der Kontamination von Atemluft und Händen bzw. Dingen, die angefasst werden.
Flussmitteldämpfe können gesundheitsschädlich sein und sollten aus der Atemzone ferngehalten werden. Hierzu eignen sich Lötrauchfiltergeräte, die den Lötrauch am Arbeitsplatz absaugen und die Luft von Partikeln und Gasen reinigen. Moderne Lötrauchabsaugungen lassen sich so steuern, dass sie nur dann laufen, wenn auch wirklich gelötet wird, und schonen damit den Energieverbrauch.
In Räumen, in denen gelötet wird, sollte weder gegessen, getrunken noch geraucht werden. An den Händen haftende Verunreinigungen könnten über Lebensmittel oder Zigaretten in den menschlichen Organismus gelangen.
Nach dem Löten die Hände sorgfältig reinigen!
Die Ersa Lötrauchabsaugungen EASY ARM 1 & 2 - die sichere Variante um Ihre Gesundheit zu schützen!
![0CA10 002 DSC01205 web 2301 [JPEG Web (RGB)]](/upload/rm/0ca10-002-dsc01205-web-2301-jpeg-web-rgb-7.jpg?_=1607962216000)


Wie lötet man richtig?
Wie erreicht man beste Lötqualität?
Die Vorbereitung
Wichtigste Voraussetzung zum Gelingen einer guten Lötstelle ist absolute Sauberkeit.
Leiter (Leiterplatte / Platine) und Bauteile müssen frei von Schmutz, Öl und Oxidation sein. Entfernung kann durch Lösemittel, Reinigungsmittel bzw. Flussmittel erfolgen.
Die Lötspitze (z.B. ERSADUR-Lötspitzen) sollten vor dem Löten in heissem Zustand mit einem feuchten Schwamm oder metallischen Trockenschwamm gereinigt werden. Keinesfalls wie Kupferspitzen befeilen, weil sonst die Schutzschicht beschädigt und die Spitze unbrauchbar wird.
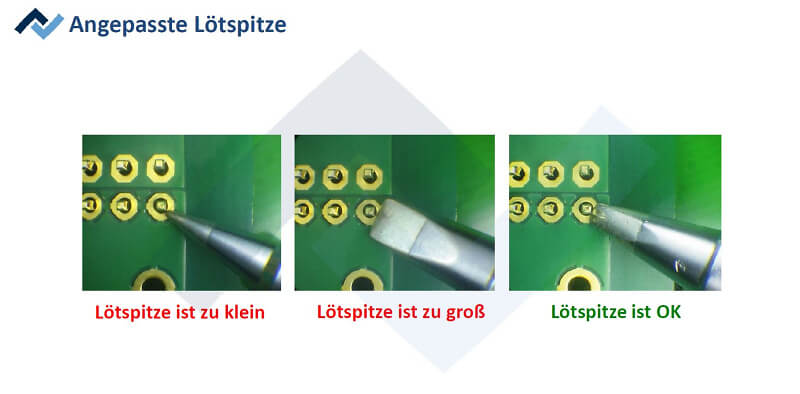
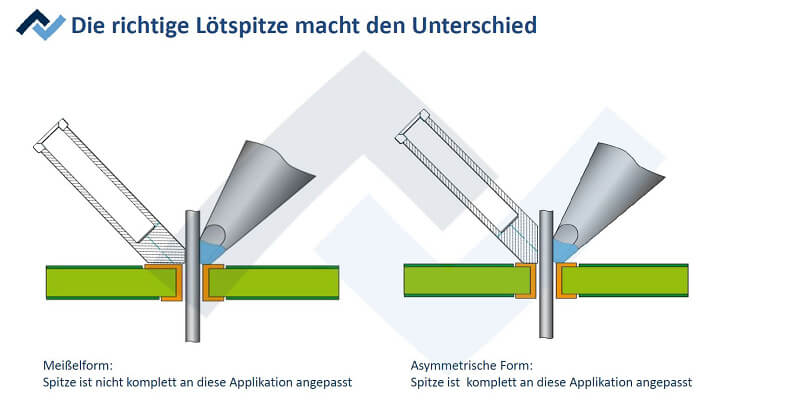
Die Wahl der korrekten Lötspitze
Die richtige Wahl der Lötspitze ist entscheidend für gute Lötergebnisse.
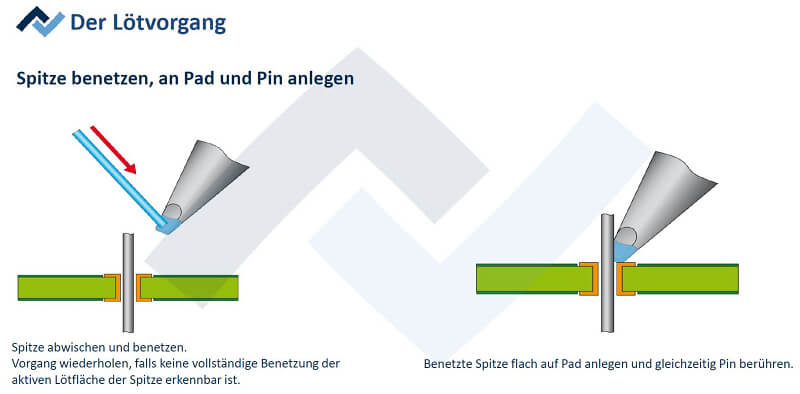
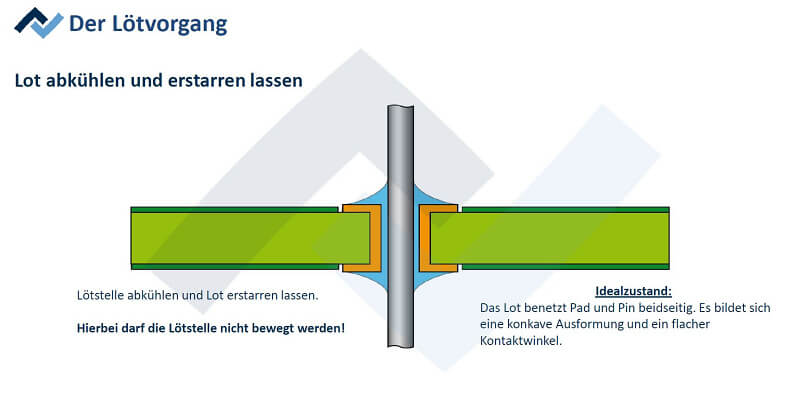
Der Lötvorgang
Der Lötvorgang hat drei Phasen: Benetzen, Fliessen, Binden.
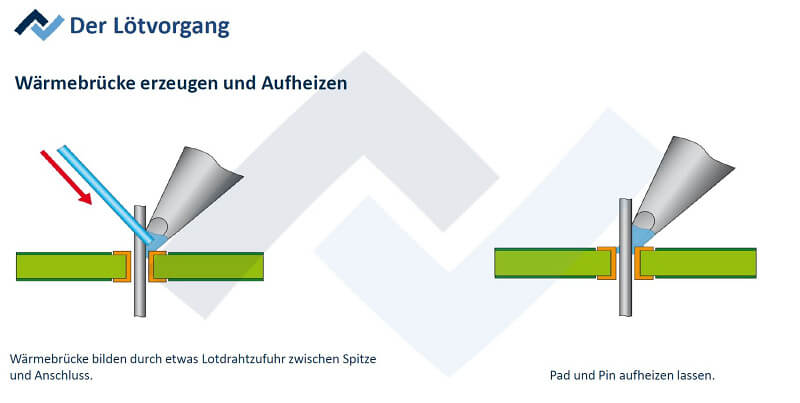
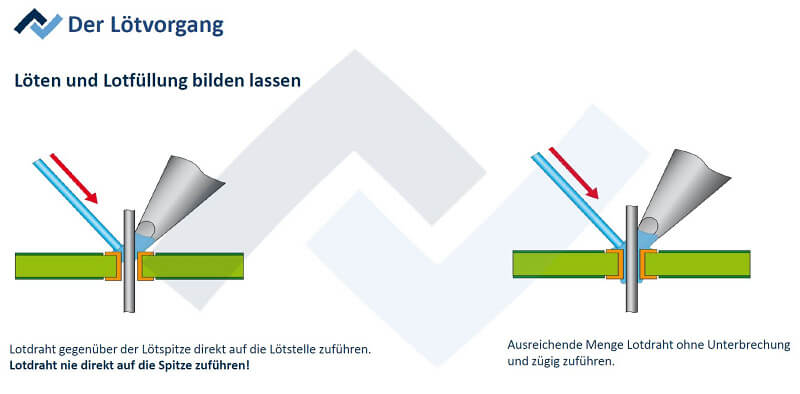
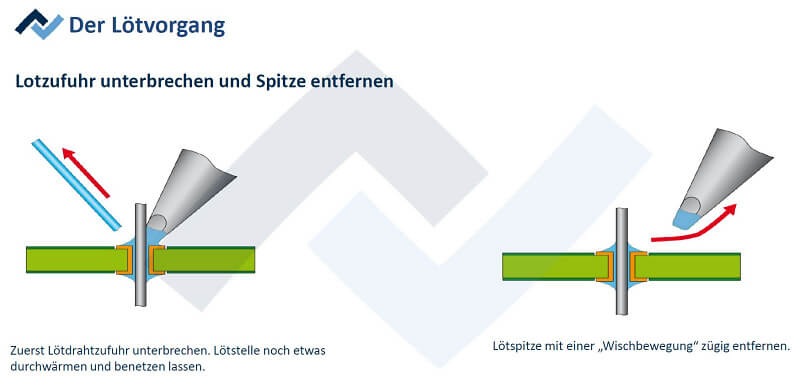
Dabei ist die Arbeitstemperatur das wichtigste Kriterium. Die beste ist die niedrigste Temperatur, mit der die drei Phasen reibungslos ablaufen können. Dazu ist etwas Erfahrung nötig. Ein temperaturgeregeltes Lösystem (z.B. Ersa Lötstationen) erleichtert die Arbeit. Lötspitze nach dem Reinigen an die Lötstelle führen und Lötstelle erwärmen. Danach Lötdraht (mit Flussmittelseele) zwischen Lötspitze und Lötstelle führen und so viel Lötdraht zum Schmelzen bringen, bis die gesamte Lötstelle benetzt ist. Anschliessend erst Lötdraht und sofort danach die Lötspitze von der Lötstelle entfernen, um das geschmolzene Lot nicht zu überhitzen. Lot erstarren lassen, dabei Erschütterungen vermeiden.
Im folgenden zeigen wir Ihnen Schritt für Schritt wie ein korrekt durchgeführter manueller Lötvorgang aussieht:
Lötdauer
Bei richtig dimensionierter Lötspitze sollte der Lötvorgang innerhalb von 2 bis maximal 5 Sekunden ausgeführt sein. Beim Löten von Elektronikteilen mit bleifreien Loten benötigt man erfahrungsgemäss eine etwas längere Lötzeit. Mehr als 5 Sekunden sind unzulässig und deuten auf einen zu kalten oder zu leistungsschwachen Lötkolben hin.
Lötqualität
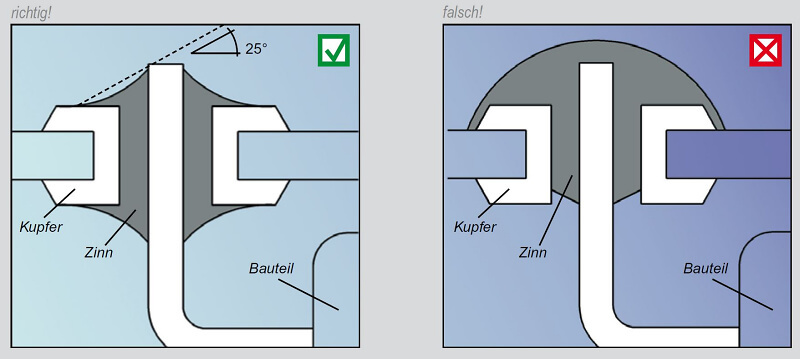
Eine gute Lötstelle erkennt man bei umgebogenen Anschlussdrähten auf der Leiterplatte daran, dass die Konturen des verlöteten Leiters noch sichtbar sind. Voraussetzung ist allerdings, dass nicht zu viel Lot zugeführt wurde.
Ein weiteres Qualitätsmerkmal ist der Benetzungswinkel. Dabei geht man von der Tatsache aus, dass eine gute Benetzung der Lötaugen, sichtbar durch einen kleinen Benetzungswinkel, die Bildung von Diffusionszonen (Mischkristallschicht) beinhaltet. Benetzungswinkel bis 25° deuten auf eine gelungene Lötstelle hin, Benetzungswinkel bis 50° sind beim Handlöten in der Regel noch tolerierbar.
Als weiteres Qualitätsmerkmal gilt das Aussehen der Lotoberfläche. Diese sollte möglichst glatt, ohne poröse Stellen und glänzend sein. Körnige Oberflächen deuten auf eine Überhitzung oder eine zu lange Lötzeit hin. Bei bleifreien, vor allem Ag-haltigen Loten können sich matte Oberflächen ausbilden.
Das einzig absolut sichere Qualitätsmerkmal einer einwandfreien Lötverbindung ist jedoch die Ausbildung der Diffusionszonen. In den Diffusionszonen bilden sich intermetallische Verbindungen aus Kupfer und Zinn (Mischkristallschichten), deren Vorhandensein eine Lötstelle erst als gelungen ausweist. Leider kann man sie nur durch eine zerstörende Prüfung (Schliffbild) sichtbar machen.
Zu beachten ist, dass dicke Diffusionszonen die Lötverbindung verspröden, d. h. mechanisch schwächen. Je höher die Lötstellentemperatur liegt und je länger die Lötzeit dauert, umso dicker wird die Diffusionszone. Daraus ergibt sich, dass Lötverbindungen bei möglichst niedriger Temperatur in möglichst kurzer Zeit hergestellt werden sollten. Sobald die letzte Lötstelle gelötet ist, wird der Lötkolben in der Lötkolbenablage sicher abgelegt. Keinesfalls soll die Spitze vorher gereinigt werden, da das Restlot die Oxidbildung an der darunterliegenden Lötbahn verhindert.
Schnittbilder: Veranschaulichung einer korrekt (links) und falsch (rechts) gelötete Lötstelle:
Die Lötspitzenpflege
Die klassische Lötspitze besteht aus Kupfer. Sie ist sehr gut wärmeleitfähig und kostengünstig. Sie oxidiert jedoch stark unter Wärmeeinwirkung und gibt Kupfermoleküle an das Lötzinn ab, bis sie schliesslich ganz „zerfressen” ist. Um sie bei „Funktionslaune” zu halten, braucht es viel Pflege.
In der Elektronik – dem grössten Einsatzbereich des Weichlötens – werden heute nur noch beschichtete Lötspitzen eingesetzt. Die Lötspitzen von Ersa (ERSADUR-Lötspitzen) sind für Dauerbetrieb und hohe Qualität geschaffen. In einem speziellen, von Ersa entwickelten, Verfahren werden die Lötspitzen auf galvanischem Weg mit einer Eisenschicht plattiert und durch eine zusätzliche Chromschicht vor Korrosion und Oxidation geschützt.
Perfekter Wärmetransfer schützt den Heizkörper des Lötkolbens vor Überlastung und vorzeitigem Verschleiss.
Bei der richtigen Spitzenpflege erreicht man deutlich höhere Standzeiten:
Lötkolben mit Dauerlötspitze keinesfalls vor dem Ablegen reinigen, da das Restlot die Oxidbildung an der Lötbahn verhindert!


Dauerlötspitzen sollten immer mit Lot benetzt bleiben, da sie sonst leicht passiv werden und das Lot nicht mehr gut annehmen.
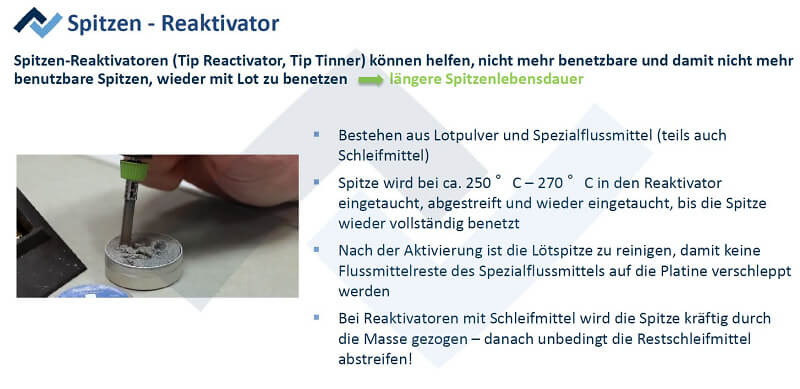
Sollte die Lötspitze trotzdem passiv werden, können sie mit dem blei- und halogenfreien Ersa TIP-REACTIVATOR reaktiviert werden.
Dazu wird die aufgeheizte Lötspitze auf der Oberfläche der Regenerationsmasse abgestreift. Weiterhin sollte die Lötspitze regelmässig vor dem Löten in heissem Zustand mit einem angefeuchteten Viskoseschwamm oder mit dem Ersa „Trockenschwamm” aus spezieller Metallwolle gereinigt werden. Beim bleifreien Löten hat sich die Reinigung mit Trockenschwämmen als vorteilhaft erwiesen, weil u. a. kein Abschrecken der Lötspitze durch den feuchten Schwamm erfolgt, was bei den hier verwendeten, höheren Spitzentemperaturen nachteilig für die Spitzenstandzeit sein kann.
Video Serie "Ersa erklärt"
In der Video-Serie "Ersa erklärt" finden Sie weiter hilfreiche und interessante Informtionen rund ums Thema Löten.
Diese Videos können Sie bei uns unter der Rubrik Downloads ansehen.